
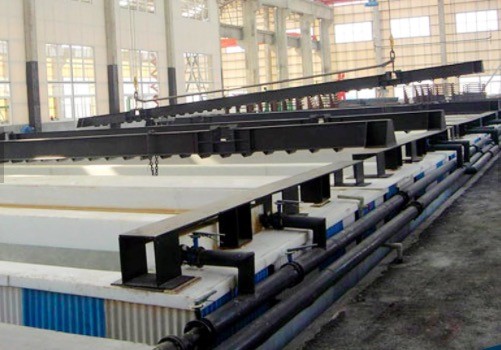


Attrezzatura automatica di zincatura a caldo per i tubi/tubi
| Dimensione nominale | Peso del tubo | Capacità di produzione | ||
| In | kg/m | Kg/6.0m | pc. /hr.approx. | chilogrammi/hr.approx. |
| ″ di 1/2 | 1,22 | 7,32 | 1776 | 13000 |
| 3/4 di ″ | 1,58 | 9,48 | 1688 | 16000 |
| 1 ″ | 2,44 | 4,64 | 1092 | 16000 |
| 1-1/4 ″ | 3,14 | 18,84 | 850 | 16000 |
| 1-1/2 ″ | 3,61 | 21,65 | 522 | 16000 |
| 2 ″ | 5,1 | 30,6 | 260 | 16000 |
| 3 ″ | 6,51 | 39,06 | 410 | 16000 |
| 4 ″ | 12,1 | 72,6 | 220 | 16000 |
| 5" | 15,03 | 90,2 | 178 | 16000 |
| 6" | 17,82 | 106,9 | 150 | 16000 |
Nota:
(1) la capacità è limitata all'interno di 16000 kg/hr che è basata su capacità termica del bollitore.
(2) la lunghezza della metropolitana è 6m.
(3) le figure qui sopra sono basate sopra 100% produttività lavorative.
Alcuni generi di gentiluomo e di tubi rettangolari possono essere trattati da questa linea. Ma la linea dovrebbe essere limitata all'interno di 2 tubi, il rapporto del lato lungo e breve dovrebbe essere limitato all'interno di 1,5 e la dimensione alesata minima del tubo deve essere più grande di 25mm.
tubo quadrato 20*20mm; 25*25mm; 30*30mm; 40*40mm, 50*50mm; 60*60mm; 75*75mm; 80*80mm; 90*90mm; 100*100mm; 120*120mm; 127*127mm
tubo rettangolare
13*26mm; 20*40mm; 25*50mm; 30*60mm; 40*80mm; 50*100mm; 60*120mm; 70*140mm; 80*160mm; 50.8*101.6mm
Tipo asciutto sistema di galvanizzazione;
Tubo OD sotto 1-1/2» (1-1/2") compreso è elaborato con la linea quadrupla modo;
Tubo OD 2" - 4" (4") compreso è elaborato con la doppia linea modo.
Il tubo OD 5" e 6" è elaborato con la singola linea modo.
Esterno del tubo: Dall'aria compressa Compressed con il salto esterno
Dentro del tubo: Tubo OD 1/2» e 3/4" dall'ugello di salto interno del vapore Over-heated.
Per il OD del tubo superiore a 1" (1") tecnica di salto interna compresa della spina del lanciere è adottata per il miglioramento la qualità ricoprente interna, il consumo di risparmio del vapore e diminuire della generazione di polvere dello zinco.
B.S serie di 1387, BACCANO leggeri e medi 2441 ecc.
Il sistema di misurazione metrico si applicherà.
Alimentazione elettrica: Dal rifornimento della città
Fonte primaria: 380V±5%, 50HZ, 3 fase, fonte del circuito di controllo: 220V, 50HZ, monofase, 24V D, C,
Il trasformatore per la bobina del circuito e del solenoide di controllo sarà preparato dal venditore.
Capacità generale: abt. 260KW (di piante intere; compreso attrezzatura ausiliaria)
Pressione: 0.6Mpa (minuto 0.5Mpa al punto pratico)
Consumo: 30Nm3/h
Consumo: in pieno capacità: approssimativamente 1.900.000 Kcal/hr
Gas naturale 230Nm3/hr (valore di combustione di gas naturale: 8500Kcal/litre)
All'operazione in ozio: approssimativamente 200.000 Kcal/hr
Gas naturale: 24nm3/hr
La pressione di gas prima dei bruciatori: 0.4Mpa massimo
Pressione: 1.25Mpa (minuto 1.0Mpa a punto pratico)
Temperatura: 275°C
I tubi d'acciaio sono rivestimento marinato e doppio successivamente acido di cambiamento continuo e secco. Ed i tubi allora secchi sono immersi nel bagno di zinco immergendo la ruota dentata a stella.
Il diagramma di flusso di produzione dal tubo d'acciaio nero al tubo galvanizzato è come segue: (Tubo d'acciaio nero)
La seguente tavola mostra gli esempi dei tassi di produzione per ogni dimensione dei tubi di B.S. Medium, nelle circostanze favorevoli.
(4) la durata di immersione è un fattore molto grande del tasso di produzione una volta pesante rivestimento è richiesta. La durata di immersione ottenere il peso ricoprente necessario varia pricipalmente secondo la composizione chimica dei tubi quando le condizioni di gestione sono le stesse. Il tasso di produzione di quei tubi che hanno bisogno della durata di immersione maggiore diventerà più in basso.
(5) la rettitudine il piegamento dei tubi sarà piccola il più possibile. I tubi con il grande piegamento non possono essere elaborati uniformemente in questa pianta.
È raccomandato che il piegamento dei tubi dovrebbe essere meno di 5mm/6m.
Un pacco dei tubi che pesano solitamente circa 3 tonnellate successivamente è pulito
nei carri armati di fusione di fusione e secondi di decapaggio con acido e primi usando la gru sopraelevata di viaggio.
Nessun'acqua che risciacqua la tecnologia è adottata per il consumo di acqua di risparmio e l'alleviamento dell'inquinamento dell'ambiente.
Dopo la marinatura dei tubi sono immersi in primo carro armato di fusione (sporco) e poi hanno immerso nel secondo carro armato di fusione (pulito). La soluzione di fusione di primo e secondo carro armato di fusione è insieme trasformarsi collegato in un sistema di trattamento di circolazione. La portata di fare circolare il sistema è 3 contenutodi m.3/h.TheFeCl2 in primo carro armato di fusione sarà controllata intorno a 10g per lettiera ed il contenutodi FeCl2 della soluzione dopo la rigenerazione del trattamento sarà controllato sotto 0.5g per lettiera. Questa soluzione pulita sarà pompata nel secondo carro armato di fusione (pulito) ed il contenutodi FeCl2 in secondo carro armato di fusione sarà controllato con 1g per lettiera. La soluzione sarà pompata continuamente nel primo carro armato di fusione (sporco) e poi sarà pompata alla stazione di rigenerazione. In modo che dopo la seconda fondere la soluzione che attacca alla superficie del tubo sia molto pulita. Le scorie dello zinco che generano nel consumo dello zinco e del bollitore saranno ridotte.
Ha raccomandato non utilizza la procedura di sgrassamento in questo sistema non non usando linea del ERW del tubo di olio. L'altro saggio dovete adottare la misura per il trattamento della soluzione di sgrassamento residua e risciacquare l'acqua.
L'attrezzatura di pretrattamento consiste dei punti seguenti
Dimensioni: 8000 (L)×1600 (D)×1500 (W) millimetro
Materiale: Fibra di vetro con la struttura di acciaio dolce.
Dopo la fusione, i tubi sono trasportati ed asciugati nella fornace di secchezza che è riscaldata dal gas di scarico della fornace della galvanizzazione. Consiste dei punti seguenti:
Materiale: struttura d'acciaio
(2) un insieme dell'unità di azionamento con il motore ad ingranaggi 4KW, che funziona per gradi.
(1) dimensioni della fornace (con i piatti della radiazione del calore del ghisa): 8500 (L)×9124 (W) millimetro
(2) un insieme dello calore-scambiatore del tubo d'acciaio per aria calda che fornisce sistema asciutto.
(3) un insieme dello scambiatore di calore di acciaio inossidabile per aria compressa calda usata dal salto interno.
(4) un insieme del coperchio del focolare (struttura d'acciaio con il materiale dell'calore-isolamento)
(5) un insieme del sistema a circolazione d'aria e di salto caldo
Capacità a circolazione d'aria calda del fan: 6660 NANOMETRO3/hr
Temperatura: abt. 150°C
Nota: il fondamento concreto, i mattoni rossi e la manodopera sono del rifornimento del buyer. 1 ingegnere e 3 lavoratori di abilità lavoreranno per la costruzione della fornace sul sito.
I tubi pretrattati e secchi rotolano giù dall'essiccamento della fornace due da due (o da quattro) ed entrano nello spazio della tasca della ruota dentata a stella di immersione.
Come la ruota dentata a stella di immersione giri graduale, i tubi sono immersi nel bagno di zinco (la temperatura del bagno di zinco sarà 445°C- 455°C) ed infine girerà alla posizione dello sbocco. Poi i tubi sono dati dei calci a fuori da un dispositivo pneumatico e cadono sugli scaffali di ricezione che sono installati nel bollitore. Poi il gancio di sollevamento del tubo attiva e una placca a pressione montata sul gancio comprime allo stesso tempo. Con questa funzione quattro i tubi saranno ordinato distribuiti sulla ricezione del bordo del gancio e sulla prevenzione dei tubi da impegnare insieme. Poi i tubi saranno sollevati dai ganci di sollevamento e passare correttamente tramite il piatto di separazione e saranno attaccati alle scanalature dei rulli magnetici, che sono messi sopra il bagno di zinco.
Mentre i rulli magnetici sono guidati da un motore di conversione di frequenza, il tubo è ritirato su dai rulli dal bollitore. Sul modo dell'unità di ritiro, lo zinco in eccesso del fuori del tubo è cancellato dal dispositivo disalto con ad aria compressa, per migliorare l'effetto di pulitura, dimensione differente degli ugelli di salto è usato per abbinare la dimensione differente dei tubi e la pressione di fornente della compressa può essere regolato da una pressione regola la valvola.
Quando il tubo raggiunge la cima dei rulli di ritiro è spostato alla stazione disalto dal fascio della punto-passeggiata. Lo zinco in eccesso dell'interno del tubo è cancellato Esplosione-soffiando con il vapore surriscaldato (1/2» e 3/4") o spina lunga del lanciere con aria compressa calda. Il metodo di salto interno della spina lunga del lanciere è migliore del metodo dell'ugello che può conservare il consumo del vapore, migliorando la qualità di salto interno e ridurrsi generare la quantità di polvere dello zinco. Ma per i piccoli tubi (1//2 o 3/4") se il foro interno del tubo senza ottenere il trattamento di sbavatura o l'ufficio della saldatura non è controllato bene. Il salto interno della spina lunga della lancia diventerà molto difficile. Ed il cliente può scelta una secondo il vostro stato.
Dopo il salto interno, il tubo è trasferito ad un fascio della culla e poi è trasferito nel carro armato d'estinzione.
Il sistema consiste dei punti seguenti:
(1) fornace di galvanizzazione
(2) dispositivi ausiliari per la galvanizzazione della fornace.
Nota: Il fondamento concreto, i mattoni rossi e la manodopera sono del rifornimento del compratore, 1 ingegnere e 3 lavoratori di abilità lavoreranno per la costruzione della fornace sul sito.
Dimensione: 1800(W)×2910 (D)×8000 (L)×60 (T) millimetro (dentro gli efficaci dimens.)
Peso: 37 tonnellate.
Materiale del corpo: acciaio basso a basso tenore di carbonio del silicio (speciale d'acciaio cinese per la galvanizzazione).
Parte superiore con la struttura d'acciaio piana saldata. Angoli rotondi
Provato in modo ultrasonico, esente dall'inclusione, dalle impurità, dalla soffiatura ecc.
(1) 6 bruciatori di impulso e dispositivi ausiliari per combustione automatica
(2) due insiemi dei fan caldi di ricircolazione della fiamma
Capacità: 27648 NANOMETRO3/hr
Motore: 7.5KW
Pressione: 96 millimetri (H20),20°C
Temperatura di lavoro: 500~800°C
(il materiale per l'elica è lega della ciao-temperatura)
Se la temperatura della fiamma è più bassa di 500°C che i fan devono lavorare in a bassa velocità per evitare il motore dal carico eccessivo.
(3) due insiemi del telaio base dell'installazione per i bruciatori della riparazione ed il fan di ricircolazione.
Materiale: Struttura d'acciaio
(4) fan dell'aria di combustione
Capacità: 4500 NANOMETRO3/hour
Motore: 18,5 KW/2p
Pressione: 9000 millimetri (H20),20°C
(5) sistema di controllo automatico di estinzione della fiamma e di accensione.
(6) due termocoppie installate in bollitore per il controllo della temperatura della colata dello zinco in bollitore e due altri installata nella fornace per il controllo della temperatura della fiamma nella suola del forno.
Materiale: Borsa acciaia e di rivestimento dolce: L'ago di Tetron ha ritenuto
monitoraggio di differenza di pressione.
(1) condotta: Materiale: Struttura d'acciaio
(2) materiale del camino: Struttura d'acciaio
(3) fan
Capacità: 3160 NANOMETRO3/hr
Pressione: 106 millimetri (H2O)
Motore: 2,2 CHILOWATT
L'impianto di galvanizzazione sarà destinato per fare il controllo automatico. Il sistema consiste dei seguenti:
(1) Se della caldaia a vapore 1
Capacità: 3 tonnellate/ora
Pressione: 1.25Mpa
Temperatura 275Oc
(2) insiemi del compressore d'aria 4
Q=13.3Nm3/min
P=0.8Mpa
N=75Kw
![]()












